联系:13884466787 吴经理
电话:0574-88488778
传真:0574-88383778
邮箱:292560724@qq.com
网址:www.nbhwmj.com
地址:宁波市鄞州五乡镇宝同路51号
根据吊具和吊物的相对方位和吊起方法,大致可把吊装方法分为以下7种(一)吊具方位固定者拉紧器厂家之吊装方法和吊具受力用具方位固定者有以下几种:(l)用具通过吊物重心。吊具在吊装吊物时,吊具和吊物重心在一条铅垂线上,如下图α所示,则用物重用进程平稳,吊具受力等于和略大于吊物重量(因要考虑动载荷的影响)。(2)吊物平卧,吊具吊于吊物一端中心处,在吊起进程中,吊物一端接触地上并因其摩擦力而使吊具微违反铅垂情况,致使吊具所受力大于吊物重量的一半,继而吊具受力渐小,到快立直时,吊具受力灵敏加大,到完全吊离地上后,吊具受力则略大于吊物重量。

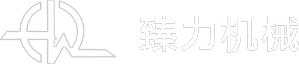
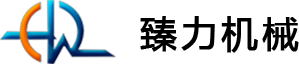
紧器用于在运输,移动,运输或存放货物时修复功能。拉紧器厂家它们具有锁定功能,不会脱落。它们安全可靠,重量轻,易于操作,可保护物体免受损坏。它是用于加固钢模板和压实木材的夹具,主要用于张紧。它是用于加固钢模板和压实木材的夹具,主要用于张紧。用设备拧紧并用蝴蝶扣固定。它易于操作,学费比其他紧固方法高十倍以上。张紧器用于在运输,移动,运输或存放货物时修复功能。钢绳拉紧器它们具有锁定功能,不会脱落。它们安全可靠,重量轻,易于操作,可保护物体免受损坏。

在使用成套拉紧器时,除需注意两端固定的地方外,还需要注意拉紧器织带的变化。拉紧器使用说明中严格要求,仅使用没有破损的拉紧器。这个破损尤其指的是合成纤维扁平织带也就是拉紧器织带,当捆绑器固定好以后,上下摇动金属手柄到达收紧织带的最佳效果,才能达到固定货物的作用。所以说在整个捆绑过程中,织带是不能有一点破损的,一个不起眼的切口都会造成捆绑不成功。捆绑物的锋利棱角更是不允许直接接触拴紧器织带部分,捆绑时织带可能没事,但不代表在运输过程中也没事。在运输过程中剧烈的晃动会让货物棱角对拉紧器造成磨损,严重的情况下隔伤甚至隔断。
扁平吊装带的制作工艺是通过将高强度工业丝一次性编织制造的方式制成合成纤维扁平织带,也就是我们说的半成品织带,制成以后配以不同的缝合方式制成成品。而圆形吊装带它的制作工艺是通过将高轻度合成纤维工业丝以无极缠绕的方式将工业丝制成承载芯,其外表再用纤维套管进行缝合,从而成为一体吊装带。两者的本质区别在于,前者(扁平吊装带)破段时会直接断裂,而圆形吊装带的断裂方式是缓缓落下,给工作人员留出反应的时间,从而达到更安全更可靠的效果,所以两种吊装带虽然安全系数一样,但是柔性吊装带更占优势。

扁平吊装带的生产过程既简单又复杂,其主要步骤依次为纺织、染色、裁剪、缝纫、包装。看似简单的步骤吊装带生产厂家生产时需要注意的是,生产过程中的任何一个小细节。例如:纺织时我们需要注意必须将同批次原材料进行编织制造,因为批次不相同,原材料的延伸率也不相同,织成的半成品会受到很大的影响。纺织成半成品织带以后我们需要将织带进行上色处理。厂家需要按照国家吊装带执行标准,对不同的载荷吨位需要用不同的颜色进行表示。裁剪、缝纫和包装只需要按照客户的要求对吊装带进行生产即可。
钢丝绳卡头在使用过程中应注意以下几点:a)无锡自动选用卡头时,应使其U形环的内侧净距比钢丝绳直径大1~3mm,太大了卡扣连接会卡不紧,容易发生事故。b)自动日型环拉紧器上夹头时一定要把螺栓拧紧,直到绳被压扁1/3~1/4直径时为止,并在绳受力后,再把夹头螺栓拧紧一次,以保证接头牢固可靠。卷扬机的安装,应是牢固平稳的,并且方向要安装正确才行,还要符合设计要求。1.索具套环,其是否有参考标准?以及,其与卸扣和U型挂环之间,有区别吗?索具套环,其是有参考标准的,具体来讲的话,是为GB 560-1987这一个,并且,是要严格执行的。至于,其与卸扣和U型挂环之间,是有明显区别的,因为,卸扣是一种起吊用的索具,而U型挂环,是一种U型吊具。所以,从其定义上,是可以明显看出来的。